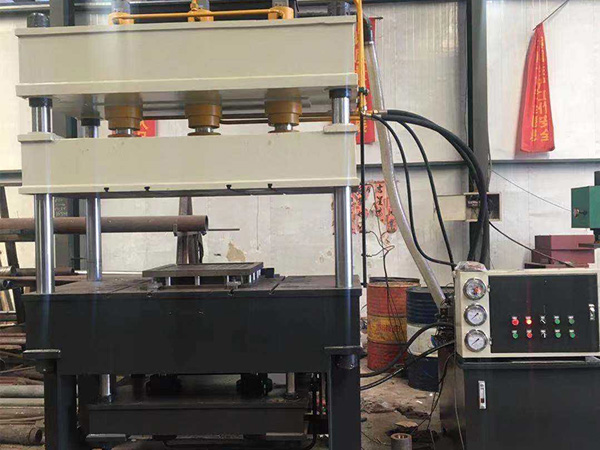
全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...


咨询热线
137-0088-0637作者:时间:2019-11-14 07:42310 次浏览
输送带硫化机胶带接头的设计与制作,设计、皮带机的修复,接头应采取分层、斜口、阶梯式搭接的形式。搭接层数X=Y一1,其中Y为胶带内部尼龙帆布层数。为避免胶带运行时清扫装置,将粘好的接头边缘刮起来,接头的搭接需要考虑到胶带的运行方向,可能对其的影响,不可反向的设计。计算、测量、划线后,就可以揭掉多余的橡胶以及帆布层。
输送带热硫化接头部位橡胶比较硬的原因
由于是硫化时需要加温、加压,并且是需要比较长的时间,经过是比较长时间的硫化后,以硫化橡胶的硬度是会提高,因此是会感到接头部位比其他部位硬。输送带接头处的强度是比正常带体的强度要低。一般是用机械方式连接时,接头强度是仅能达到带体强度的40-50%,冷胶方式质量是比较好时,接头强度能达到60-70%,而热胶接头强度能达到80-90%(接头方法正确、无质量缺陷)。由于接头部位的强度比较低,如果胶接方法不正确,接头的强度就会更加低,如开刀、打磨时伤及下一层布、打磨过度、搭接长度不够、台阶个数不够、胶接头所用橡胶性能不好或已经自硫失效、钢丝绳打磨过度、钢丝绳生锈等,接头部位的强度将会大打折扣,在使用时,容易出现接头部位断开的现象。